




许多原有不锈钢复合管生产企业将生产重心由300系产品转向了200系产品,一方面,可使企业所需的原料成本降低,方面更为灵活,另一方面,200系产品价格低,行情起落较大时,经营200系不锈钢复合管产品所面临的资金。 质量有一定的提升,可是与一些的不锈钢复合管企业相比,仍存在着一定的差距,的不锈钢复合管企业经过长期的积累,在材料、设备等方面都具有一定的优势,垄断了一些国内高端工业用不锈钢复合管。 近年来,不锈钢复合管产业发展状况越发良好,其中,以价格低廉,外观类似的200系不锈钢复合管产品所占市场份额相对较大,而200系在价格方面与300系列产品的差价,是200系产品应用的助推剂。但由于200系列材质本身镍含量低,在耐腐蚀等化学特性方面明显不如300系不锈钢,这样就也局限了200系的应用场所,比如轮船上面的装饰用管,在长期、盐度较高的环境下,200系使用率几乎等于零。 304不锈钢复合管发展前景随着化工工业在的发展304不锈钢复合管的应用越来越广泛,国内304不锈钢复合管每年以10%的速度增长着,在石油,尿素等行业也有很大的发展前途。304不锈钢复合管在性能上的突出是屈服强度高和耐应力腐蚀,具有良好的焊接性焊接冷裂纹和热裂纹的性都较小。
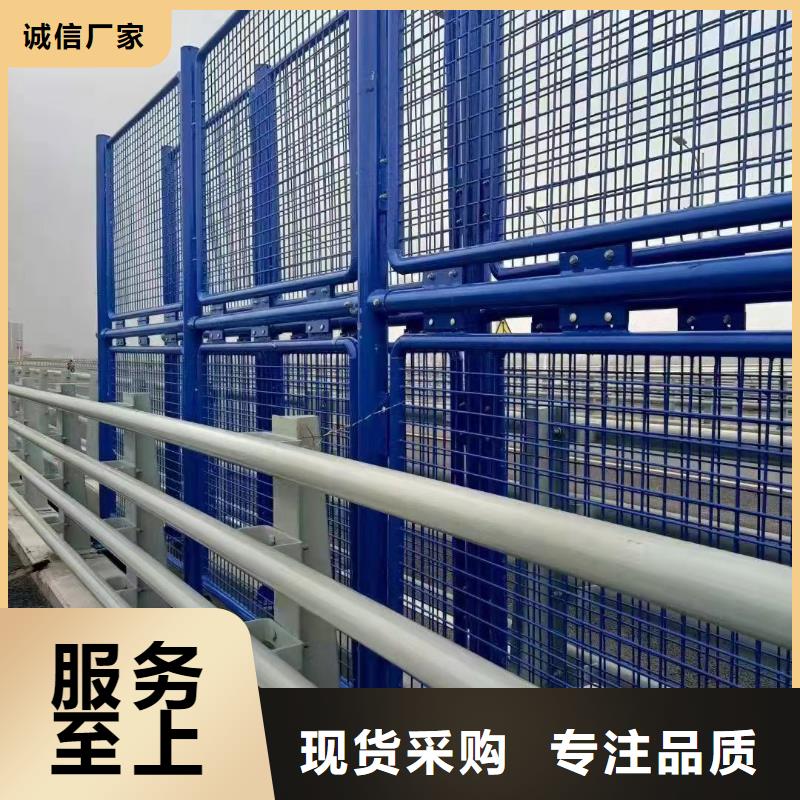
<河池>聚晟护栏制造有限公司 河池质优价廉的LED灯光护栏供货商具体的高度设计景观护栏的时候,我们应该注意到具体的高度。现在很多地方的这个护栏其实是一个导向性的东西,不要通过它的高度来代替管理,这样就会使有些空间被截然的分开,所以当我们在设计的过程中应该更好的去考虑到其中的高度所带来的影响,这样才能够真正的有了更好的效果。构图情况想要做景观护栏的设计,还应该注意具体的构图方面的情况,因为不同的构图要素能够实现的效果不一样,整体上的美观程度也就会存在着差别,所以我们在做这些设计工作的时候,必须要充分的去考虑到了这些方面,采用正确的线条,然后完成了那些设计才能够给人带来更好的感受。考虑造价和维护设计护栏,并不是单纯的考虑美观性,我们还应该真正的去注意到具体的造价,价格方面不要太贵,同时在日常维护的过程中尽量要比较简单,能够达到这两个方面的标准,今后才能够满足我们的需求。 一旦造价过高或者是维护的过程中太麻烦,都没有办法真正的满足更多地方的需求。认真的做好各个方面的了解,今后的设计才能够变得更好。对景观护栏进行安装有一些方面的问题,我们必须要格外的注意,这些会影响到后来的具体情况。很多人在做安装工作的时候,对于具体的这些问题考虑的不是特别的恰当,所以就会影响到了今后的很多情况,这样带来一些不利的影响。选择适合的位置安装之前应该认真的做好规划,选择准确的安装位置,尤其是安装前要对具体的细节的部分,做好相应的设计,正确的去选择这些安装的位置之后,然后才能够确保安装过程能够更加的顺畅,所以每一个人在做安装工作的过程中,应该及时的去考虑这些具体的情况。不牢固想要做好景观护栏方面的安装,还应该注意到安装的牢固程度,如果你在做安装方面的事情,在整体上来看不是特别的牢固,那么势必就会影响到未来使用过程中的安全,所以我们大家在做安装工作的时候,必须要认真的去考虑到了这些具体的情况,把整个安装的过程都认识得更加的清楚,减少不必要的麻烦。

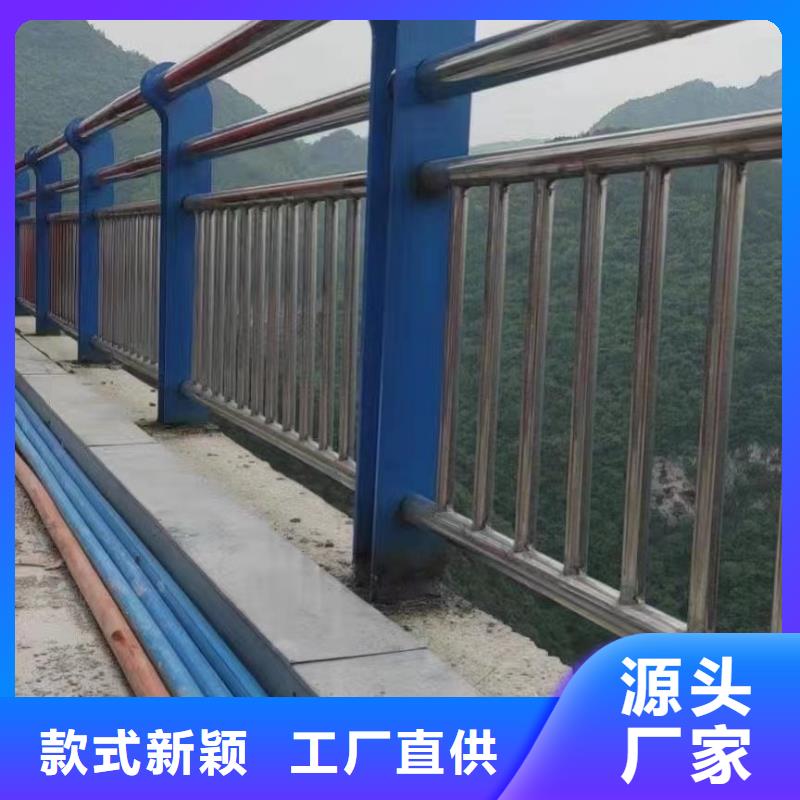
桥梁不锈钢复合管的主要施工工艺标准不锈钢复合管接头预埋在盖梁及台帽盖梁模板高空吊装完成后,需要把盖梁不锈钢复合管之后加固,而后测量出垫石的位置,是以图纸进行垫石不锈钢复合。 为保证预埋不锈钢复合管在盖梁拆模能否保证其位置,不发生位移,将预埋不锈钢复合管与盖梁不锈钢复合管骨架片进行点焊连接。测量定位在完成对垫石区域水泥进行凿毛、清理后,测量人的控制点进行放出,而后以控制点为基准,放出垫石的边线,检查混凝土凿毛的区域能否满足垫石范围,不能满足时继续凿毛清扫,然后重新放出边线。 修整及绑扎垫石不锈钢复合管对垫石不锈钢复合管是否扭曲、污染通过修整加固;按照图纸设计,片进行绑扎。模板制作与安装垫石模板采用木模板,模板在现场加工后,吊装至盖梁上进行安装;在不锈钢复合管绑扎完成后,经检验合格,可按照弹出安装模板边线,进行模板支立,误差应小于5mm。 不锈钢复合管栏杆怎么样。不锈钢复合管栏杆的安装及保养不锈钢复合管栏杆是生活中常常见到的,不锈钢复合管栏杆结构一般分为主杆和立柱,立柱也可以称之为立管,就是用来支撑主管的。那么,不锈钢复合管栏杆怎么样不锈钢复合管栏杆如何安装及保养下面就让我来给大家介绍一下吧。
<河池>聚晟护栏制造有限公司

焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。 采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。 过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。 过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。